Magnetic particle inspection is used to help monitor the integrity of welded pipes and pressure vessels. This method was used for decades, primarily because of its portability and ease of use. It is a common industry practice to use specifically-designed oil and water-based carriers for magnetic particles, adding extra cost for chemicals and chemical waste disposal. In addition, this method also requires paint removal and repainting, adding additional cost to the inspection.
Eddy current inspection is an economical, nondestructive alternative to magnetic particle inspection. Eddy current inspection is fast, reliable, easy to use, and can inspect directly through painted surfaces. With eddy current, inspectors no longer have to strip and repaint pipes and vessels. As an added feature, eddy current makes it easy to record the defect length and depth.
The inspection process using eddy current technology is fast, and the preparation is kept to a minimum—no intensive cleaning or paint removal is required. Eddy current inspection is also effective in most weather conditions including rain, heat, and cold. For easy post-processing analysis and data archiving, setup files can be saved and recalled for the next job. In addition, report files can be easily created directly from the instrument.
Eddy Current Array (ECA) Solution — OmniScan® Instruments

Figure 1: The Omniscan MX flaw detector with the MagnaFORM probe.

Figure 2: The MagnaFORM probe.

Figure 3: The MagnaFORM probe unassembled.

Figure 4: The probe’s interchangeable wedges.

Figure 5: Image of MagnaFORM probe mounted on scanner
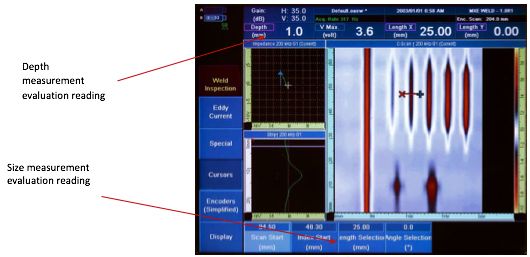
Figure 6: A screen shot of the flaw detector’s measurement tools.
The probe’s flexible PCB technology combined with dynamic lift-off compensation technology enables the solution to detect defects in all areas of the weld.
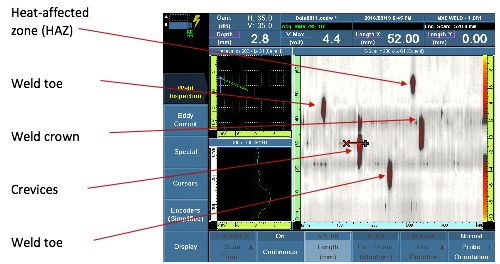
Figure 7: The defects located during a weld inspection.
The OmniScan MX flaw detector features built-in reporting at the touch of a key. Reports can also be configured and customized by advanced users.
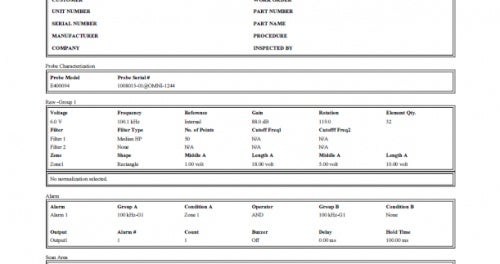
Figure 8: An example of the first page of an OmniScan report.
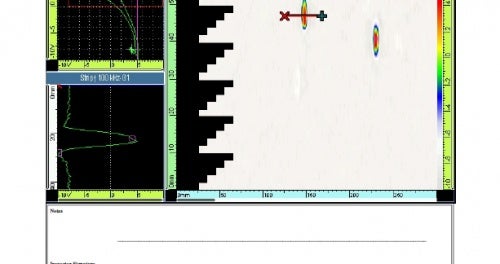
Figure 9: The second page of an OmniScan report.
Archiving inspection data files is easy, simply press a key during acquisition or analysis to store the data on the instrument’s memory card.

Figure 7: The defects located during a weld inspection.

OmniScan X3系列的每台探伤仪都是一款功能齐备的相控阵工具箱。其创新型全聚焦方式(TFM)和高级相控阵(PA)功能助力您充满信心地识别缺陷,其性能强大的软件功能和便捷的工作流程有助于提高您的检测效率。

这款仪器可以进行涡流阵列检测。其检测配置支持32个传感器线圈(使用外置多路转换器可支持64个线圈),其工作模式可为桥式或发送接收式。其工作频率范围为20 Hz到6 MHz,并提供可以在同一采集操作过程中使用多个频率的选项。